钢直尺检定进程讲授
日期:2022-06-06 09:00:00 点击量:2991次
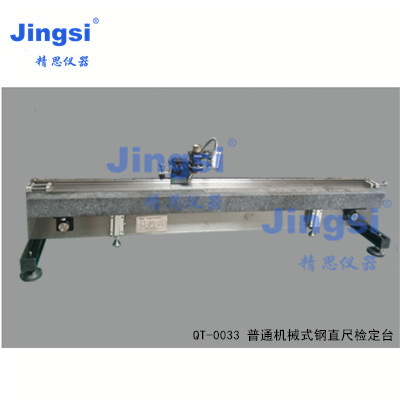
控制布骤(zhou)
1、将三等规范金属线纹尺安排在主台面上,0.2mm分度面朝向操纵职员,规范尺左边紧靠在弹簧抵块上;
2、把被检钢直尺安排在起落台面上,调理起落台面旋钮,使被检尺刻线面与规范尺尺边在统一立体上,并锁紧起落台面锁紧旋钮;
3、调剂被检尺,使其线纹轴线与规范尺的尺边平行;
4、翻开LED照明灯,调剂角度瞄准读数地位,确保成像清楚;
5、调剂对零调理旋钮使规范尺首端线纹与被🔯检尺端边对齐,用规范尺所附的7X缩小镜估读出被检尺刻度偏差;详细读数技能请参见-钢直尺检定(三等规范🌌标准金屬线纹尺)的读数技能招式
2、把被检钢直尺安排在起落台面上,调理起落台面旋钮,使被检尺刻线面与规范尺尺边在统一立体上,并锁紧起落台面锁紧旋钮;
3、调剂被检尺,使其线纹轴线与规范尺的尺边平行;
4、翻开LED照明灯,调剂角度瞄准读数地位,确保成像清楚;
5、调剂对零调理旋钮使规范尺首端线纹与被🔯检尺端边对齐,用规范尺所附的7X缩小镜估读出被检尺刻度偏差;详细读数技能请参见-钢直尺检定(三等规范🌌标准金屬线纹尺)的读数技能招式
国产精品久久久-国产精品-国产ꦿ无线一线二线://jdeyxwk.cn/a/rongyuzizhi/101.htm🅷l
6、对被检尺拔取不少于三段,读取示值偏差;
7、擅长1000mm的被检尺接纳分段检定,其全长偏差为两段偏差的代数和;
8、被检尺线纹宽度、第一个半毫米、毫米分度的示值偏差用分度值0.01mm的读数显微镜检定。
6、对被检尺拔取不少于三段,读取示值偏差;
7、擅长1000mm的被检尺接纳分段检定,其全长偏差为两段偏差的代数和;
8、被检尺线纹宽度、第一个半毫米、毫米分度的示值偏差用分度值0.01mm的读数显微镜检定。
侧重于事变
丈量实现后,请旋动对零调理旋钮,卸载掉三等规范线纹尺上的挤压力,防止三等规范线纹尺持久受力。